




RHI 专门使用纯度至少为 99.9% 的工业级铜制造用于新能源领域的高质量母线。我们集成的生产工艺和先进的焊接技术,包括对焊、搭接焊和摩擦焊,确保铜铝母线的可靠连接。我们为输配电提供卓越的母线解决方案,满足严格的性能和可靠性标准。
激光对焊(对焊)
激光对焊使用高能激光束来连接材料,具有以下优点:
- 高精度和最小热影响区:聚焦激光束能够对复杂形状和精细部件进行精确焊接,最大限度地减少变形并减少焊后处理。
- 高强度和速度:激光焊接产生的焊缝比基材更坚固,非常适合高强度部件。其速度提高了生产效率,支持大规模生产和自动化。
- 无需填充材料:通常不需要填充材料,从而降低成本和浪费,同时保持焊缝纯度和高电导率。
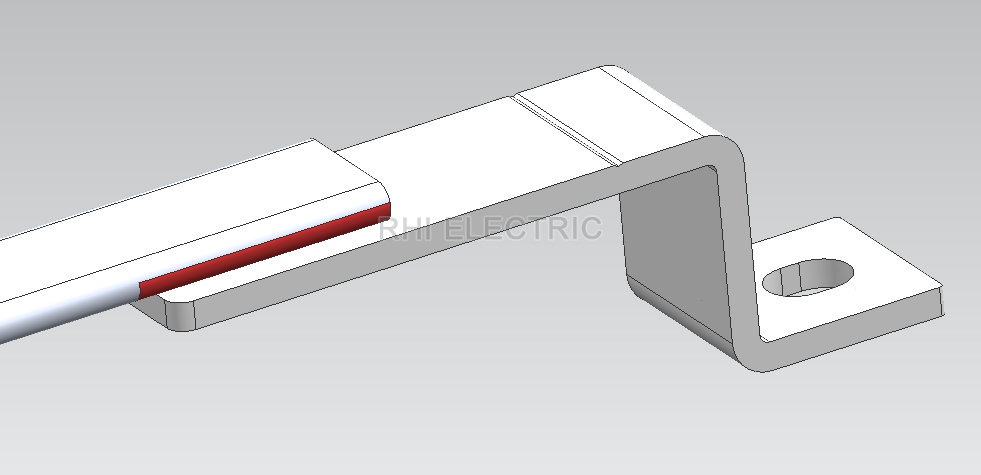
扩散钎焊(搭接焊)
扩散钎焊是一种通过扩散粘合材料的高温焊接工艺,非常适合连接异种材料。主要优点包括:
- 强冶金结合:形成牢固的粘合,其强度和韧性可与基材相媲美,适用于要求苛刻的机械和电气连接。
- 适用于大面积和多层结构:为大型部件提供均匀焊接,提高一致性和稳定性,特别是在多层复合材料中。
- 低残余应力:逐渐加热和冷却可最大限度地减少残余应力,提高焊接结构的稳定性和耐用性。
聚合物扩散焊(搭接焊)
聚合物扩散焊接或原子焊接是一种固态方法,通过将部件加热到熔点以下并施加压力以在界面上形成牢固的金属键,通过原子扩散来粘合材料。
- 材料多功能性:有效粘合不同的聚合物以及聚合物与金属,增强母线设计和材料选择的灵活性。
- 耐腐蚀性:焊缝具有卓越的密封性和耐化学性,是恶劣环境和延长产品寿命的理想选择。
- 高温和绝缘性能:焊接聚合物保留了耐高温性和绝缘性,确保母线在苛刻条件下稳定运行。
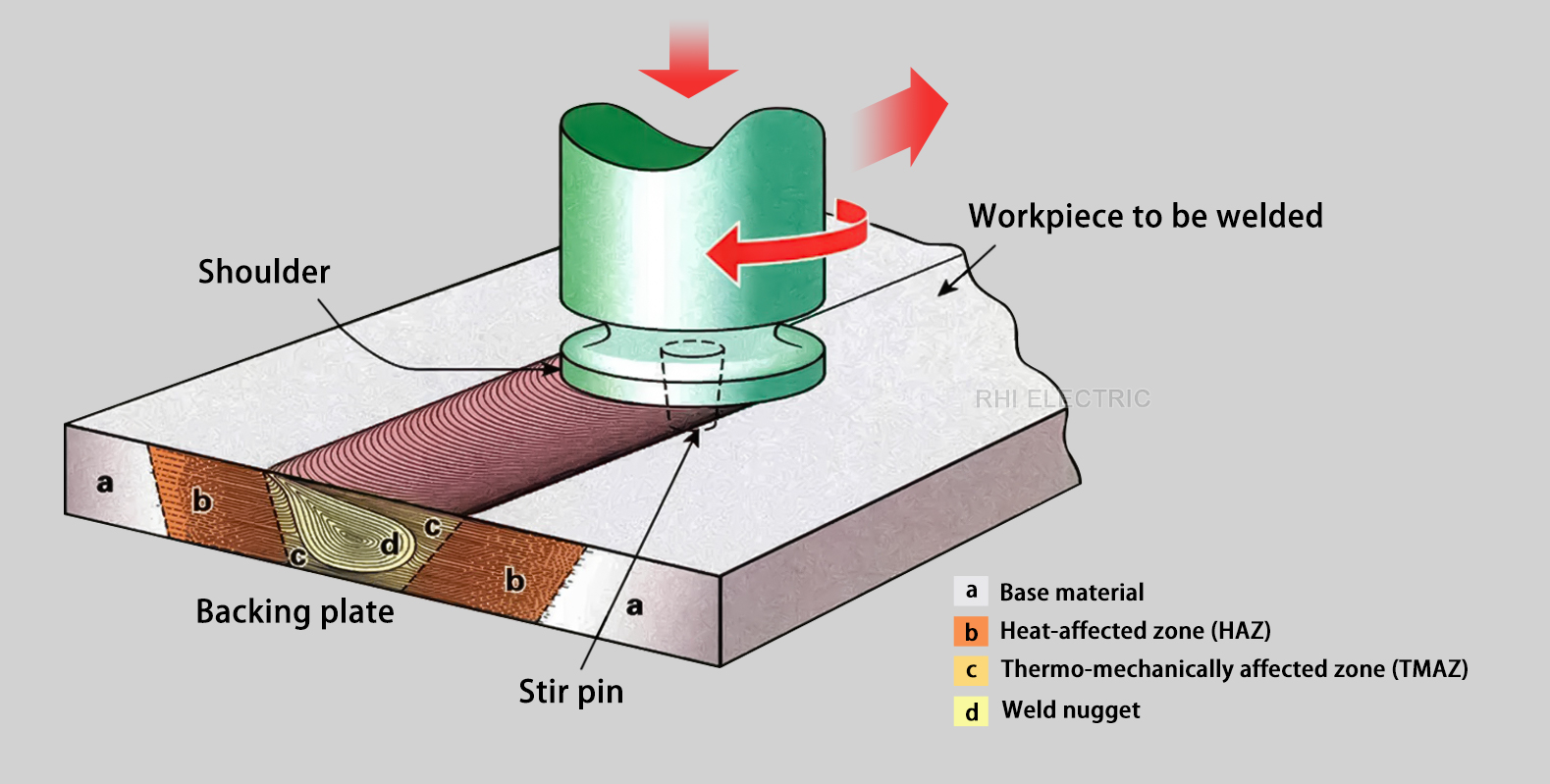
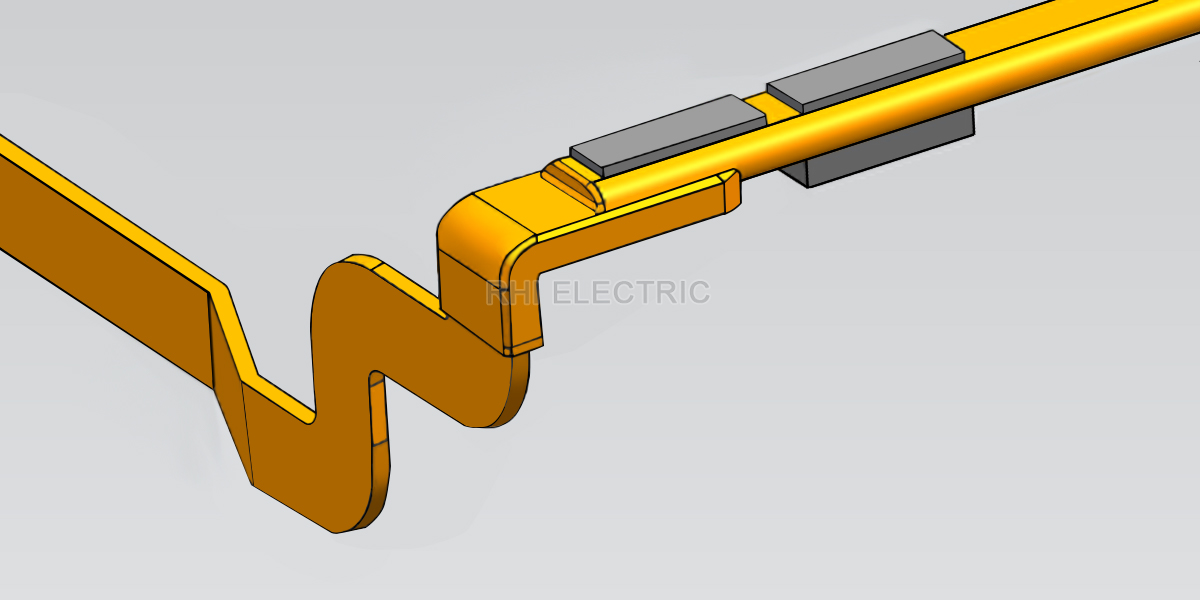
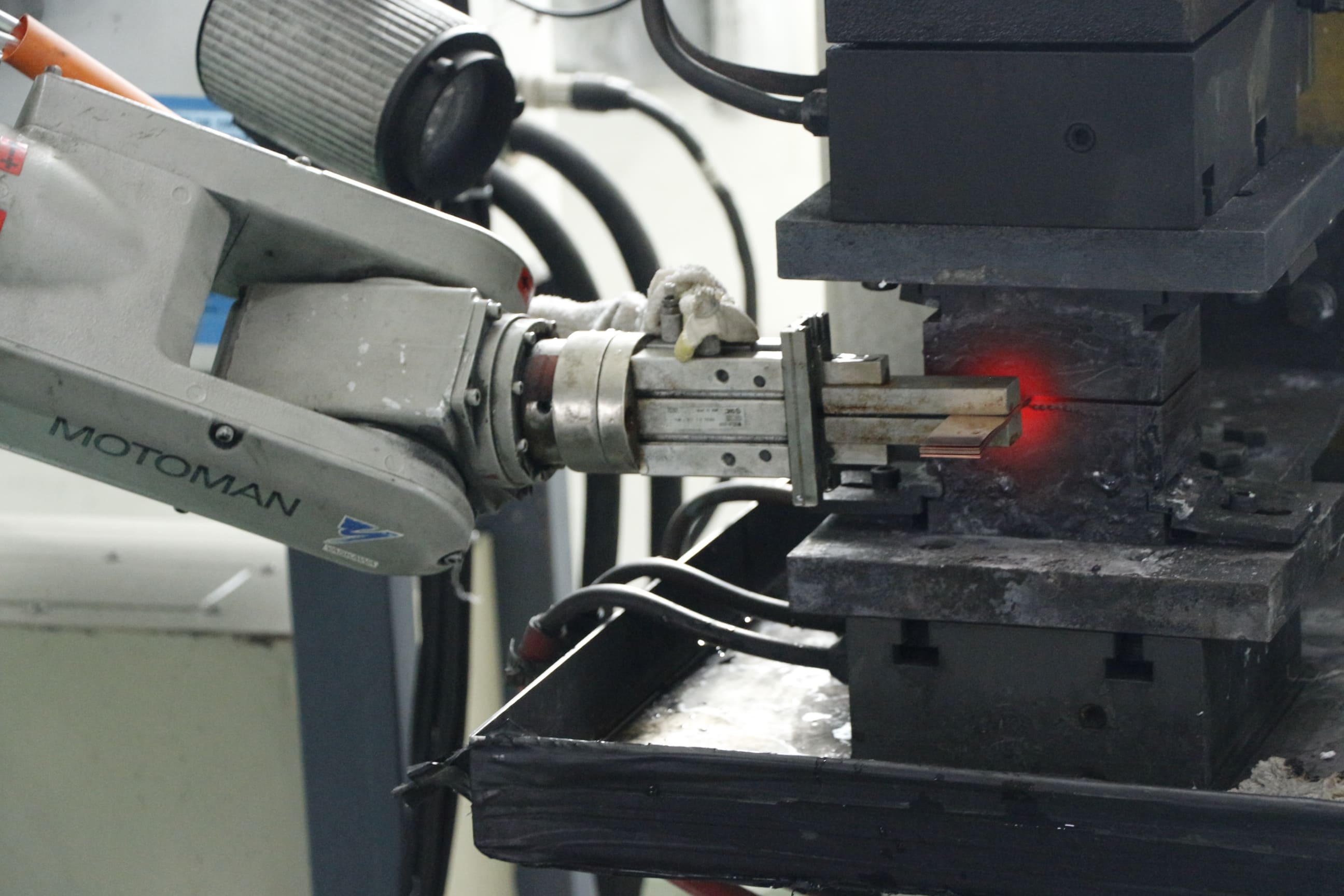
搅拌摩擦焊(摩擦焊)
搅拌摩擦焊 (FSW) 是一种固态结合技术,使用旋转搅拌头穿透焊接材料,产生摩擦热软化材料。搅拌工具沿着焊接界面移动,将软化的材料从前向后转移,通过机械锻造实现工件之间的固态结合。摩擦焊的主要优点包括:
.png)
- 无熔化过程:作为一种固态焊接工艺,搅拌摩擦焊不会熔化材料,从而避免了气孔和裂纹等典型焊接缺陷,提高了焊接质量。
- 高焊接效率和强度:该方法焊接时不产生烟雾和有害气体,焊缝具有高强度和韧性,满足新能源装备轻量化和强度的双重要求。
- 适用于异种材料焊接:搅拌摩擦焊可以有效焊接铝、铜等异种金属,为母线设计提供更多可能性。
铜铝焊接的挑战
由于材料差异及其独特的物理特性,焊接铜铝提出了独特的挑战,使其比焊接相同的金属更加复杂。
1.氧化:铜和铝在焊接过程中很容易氧化,形成高熔点氧化物,从而损害焊接完整性并增加难度。
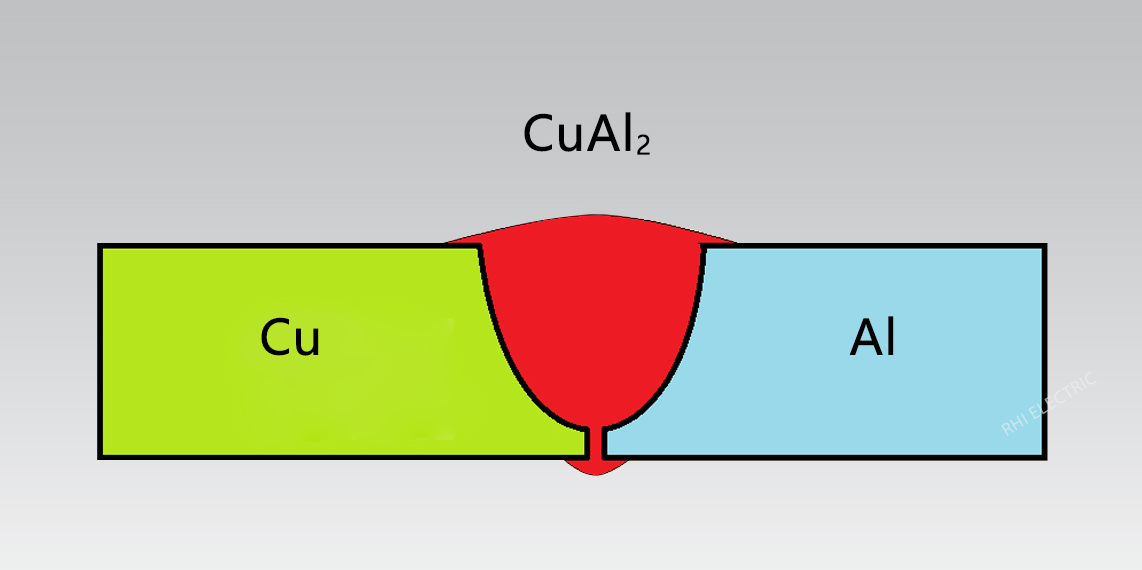
2.脆性和开裂:铜铝接头容易变脆,尤其是靠近铜侧的地方,可能会形成脆弱的铜铝化合物,从而导致裂纹。
3.熔点差异:铜和铝之间熔点的显着差异导致铝首先熔化,而铜保持固态,从而使焊接控制变得复杂。
4.高导热性:两种金属的高导热性会导致焊缝快速冷却,捕获气体并导致孔隙率。
铜铝焊接解决方案
1. 焊接前,在铜母排上涂上镍涂层,以增加接头处的镍含量,最大限度地减少铜铝金属间化合物的形成。这有效地防止了材料扩散并提高了接头可靠性。
2. 精确的温度和时间控制:
一个。避免共晶温度:优化焊接温度可降低形成金属间化合物的风险。
b.先进的温度控制:使用精密设备控制焊接温度和时间,限制铜铝扩散和金属间化合物的形成。
c.快速加热方法:高效加热技术缩短了焊接时间,减少了高温暴露并最大限度地减少了金属间化合物层的厚度。
3.表面处理优化:清理铜、铝表面,特别是去除氧化铝层,增强焊接流动性和均匀性,提高整体焊接质量。